 유한 공사")
- 모두
- 상품명
- 키워드
- 제품 모델
- 제품 요약
- 제품 설명
- 전체 텍스트 검색
 한국어
한국어

번호 검색 :24 저자 :켈리 쑤 게시: 2019-12-01 원산지 :www.opticlaser.net
레이저 용접은 효율적인 정밀 용접을 위해 고 에너지 밀도 레이저 빔을 열원으로 사용합니다. 레이저 용접은 공작물 사전 가공을 위해 높은 정밀도를 요구하므로 공작물에서 빔의 위치
이다크게 상쇄되지 않습니다. 공작물의 조립 정확도 또는 빔 위치 정확도가 요구 사항을 충족하지 않으면 용접 결함이 발생하기 쉬워 레이저 용접의 공정 용량이 제한됩니다.
어느 정도. 레이저 초점 조정 후 스폿 크기가 작고 용접부가 좁기 때문입니다.
위의 레이저 용접 기술의 한계에 부응하여 시장은 점차 이중 웨지 레이저 진동을 갖는 레이저 용접 방법을 도입했으며, 이는 특수 워블을 배치함으로써 실현됩니다.용접 헤드의 진동 모듈. 워블 용접 기술을 적용하면 레이저 용접을 더 널리 사용할 수 있으며 더 넓은 용접 작업 물을 위해 고효율 레이저 정밀 용접을 달성 할 수 있습니다.

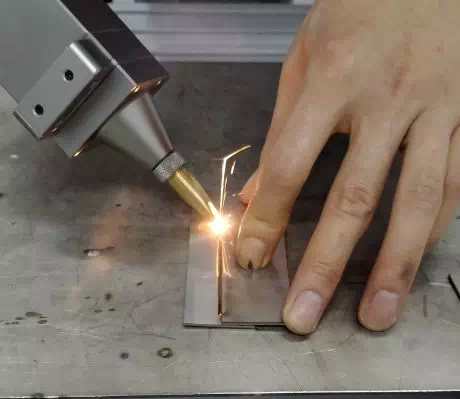
워블 핸드 헬드 용접 헤드
핸드 헬드 레이저 용접 기술의 장점
종래의 레이저 진동 용접에서, 시준 된 빔은 일축 검류계에 의해 진동되고, 포커싱 미러에 의해 포커싱 된 스폿은 용접 헤드와 함께 이동하여 이동한다
공작물을 기준으로특정 진폭, 주파수 및 오프셋을 갖는 용접.
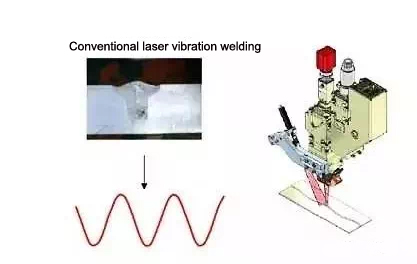

두 개의 전통적인 진동 용접
첫 번째 두 진동 용접 모드와 비교하여 이중 쐐기 거울 회전 진동 용접은 콜리 메이팅 미러와 포커싱 사이에 장착 된 진동 모듈에 의해 나선형 용접 이음새를 생성합니다
용접 헤드가 움직이는 동안 포커싱 스팟이 움직 이도록 미러. 초점 길이가 동일하면 비틀림 각도가 클수록 진동 진폭이 커집니다. 비틀림 각도가 동일하면 초점 거리가 클수록 진동 진폭이 커집니다. 따라서, 이중 쐐기 진동 용접은 더 나은 용접 성형 성을 달성하면서 용접 조인트를 넓힐 수있게한다.

핸드 헬드 레이저 용접 VS 기존 전기 용접
핸드 헬드 레이저 용접의 장점은 기존 용접 및 레이저 용접과 비교하여 무엇입니까?
프로그램 | 전통적인 용접 | 레이저 용접 | 핸드 헬드 레이저 용접 |
열 입력 | 높은 | 낮은 | 낮은 |
변형, 언더컷 | 시리즈 | 근소한 | 근소한 |
결합 강도 | 표준 | 좋은 | 우수한 |
후속 프로그램 | 세련 | 연마 불필요 | 연마 불필요 |
속도 | 보통주 | 아르곤 아크 용접의 2 배 이상 | 아르곤 아크 용접의 2 배 이상 |
적용 가능한 재료 | 스테인레스 스틸, 탄소강, 아연 도금 시트, 연강 | 스테인레스 스틸, 탄소강, 아연 도금 시트, 연강, 알루미늄, 황동 | 스테인레스 스틸, 탄소강, 아연 도금 시트, 연강, 알루미늄, 황동 |
소모품 | 더 | 적게 | 적게 |
작업 어려움 | 어려운 | 표준 | 쉬운 |
운전자 안전 | 위험한 | 안전한 | 안전한 |
환경 보호 | 비 환경 | 환경 | 환경 |
용접 내결함성 | 높은 | 낮은 | 높은 |
동요 용접 | 캔트 | 캔트 | 할 수있다 |
스팟 폭 | 할 수 없는 | 할 수 없는 | Adjustable |
용접 품질 | 적게 | 표준 | 우수한 |
자세한 내용은 자유롭게 저에게 연락하십시오.
이름 : 켈리 쑤
휴대 전화 : +8613014619085
스카이프 : 008613014619085
Whatsapp / Wechat : +86 13014619085
이메일 : optic103@optic-tech.cn
다음을 통해 whatsapp에 대해 나와 직접 대화하십시오.https://wa.me/8613014619085
 유한 공사")
